The pharmaceutical packaging industry is rapidly evolving, driven by automation, stringent regulations, and the need for end-to-end efficiency. Integrated capsule filling and turnkey packaging solutions offer a seamless path from powder pre-processing to retail-ready packaging. This article explores significant market growth—from US$9.75 billion in 2024 to a projected US$14.3 billion by 2030. It details the critical stages of production, highlights the competitive advantages of unified systems, and underscores the non-negotiable role of serialization in meeting global compliance standards, positioning integration as the cornerstone of modern pharmaceutical manufacturing excellence.
![Integrated Capsule Filling and Turnkey Packaging Solutions: The Future of Pharmaceutical Manufacturing]()
Photo by https://www.chinyi.com/blog/faq-2/integrated-capsule-filling-and-turnkey-packaging-solutions-7
Market Context: A Rapidly Growing Industry
In the modern pharmaceutical and nutraceutical industries, production efficiency is no longer a luxury—it is a competitive necessity. The growing complexity of drug formulations, coupled with increasingly stringent regulatory requirements, has pushed manufacturers to seek comprehensive, end-to-end solutions that eliminate bottlenecks and ensure product integrity from raw material to retail shelf. This is where integrated capsule filling and turnkey packaging solutions come into play, offering a seamless roadmap from precision dosing to advanced downstream packaging.
The demand for integrated pharmaceutical packaging solutions is being fueled by significant market expansion. The global pharmaceutical packaging equipment market was valued at US$9.75 billion in 2024, rose to US$10.5 billion in 2025, and is projected to reach US$14.3 billion by 2030, growing at a compound annual growth rate (CAGR) of 6.3%. Other reports indicate even more aggressive growth, with the market expected to grow from $13.06 billion in 2025 to $14.65 billion in 2026 at a CAGR of 12.1%. It will grow to $23.46 billion in 2030 at a compound annual growth rate (CAGR) of 12.5%.

Within this broader market, the capsule filling equipment segment is also experiencing steady expansion. The global market for capsule filling machines was valued at US$227 million in 2024 and is projected to reach US$328 million by 2031, growing at a CAGR of 6.0%. This growth is driven by increasing demand for pharmaceutical and nutraceutical products, advancements in filling technology, and a rising consumer interest in health supplements.
Several key factors are driving this market expansion:
- Rising demand for automated solutions: Robotics and AI are driving efficiency and reducing human error.
- Stringent regulatory frameworks: Compliance with FDA, EMA, and WHO guidelines has made traceability and serialization mandatory.
- Expanding biologics and injectable segments: Complex drug formulations demand advanced aseptic and sterile packaging systems.
- Sustainability mandates: Companies are investing in eco-friendly materials and energy-efficient packaging machines.
- Global supply chain resilience: Post-pandemic challenges have encouraged localization of packaging capabilities.
The Turnkey Advantage: Why Integration Matters
Traditional pharmaceutical production lines often suffer from a fragmented approach, where capsule filling and downstream packaging are handled by incompatible equipment from different vendors. This creates technical bottlenecks, increases downtime, and compromises quality control.
Turnkey solutions address these challenges by offering a comprehensive, integrated approach that covers every stage of production. The benefits are substantial:
- Cost reduction through optimized labor utilization
- Enhanced scalability for future production growth
- Improved time-to-market for new products
- Maximum reliability and long-term return on investment (ROI)
Whether for large-scale industrial output or specialized small-batch production, an end-to-end integrated solution provides a competitive edge in an increasingly automated market.
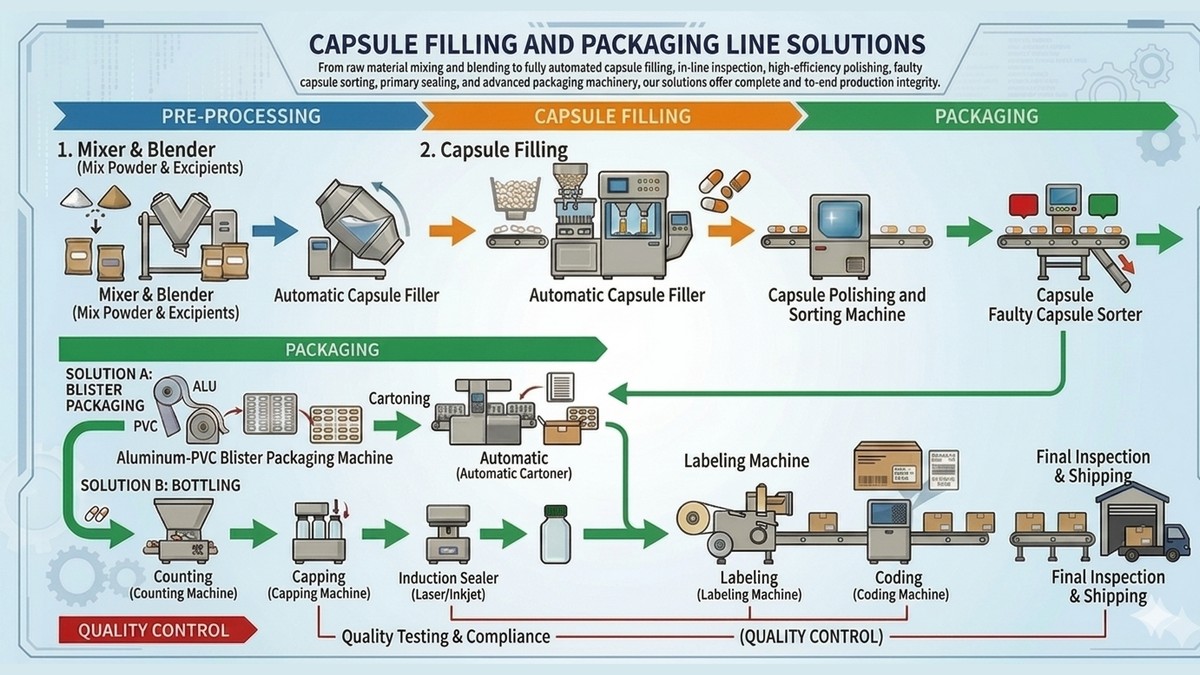
Stage 1: Pre-Processing – The Foundation of Quality
The journey to a perfect capsule begins long before the filling process. The pre-processing stage focuses on preparing raw materials to ensure a homogeneous mixture, which is critical for dose uniformity.
Essential Equipment
- Mixer & Blender: Typically a V-Mixer or 3D Mixer used to combine active pharmaceutical ingredients (APIs) with excipients.
Key Considerations
- Homogeneity: Mixing time and speed must be optimized to prevent segregation of powders.
- Environment Control: Strict humidity and temperature controls are necessary to prevent powder clumping or degradation.
- Material Grading: Consistent particle size distribution facilitates smooth flow during the filling process.
The importance of this stage cannot be overstated. Inconsistent powder blends can lead to dosage variations, compromising both product efficacy and patient safety.
Stage 2: Capsule Filling – Precision at the Core
The capsule filling stage is the heart of the production line, where precise dosing and assembly of capsules occur.
Essential Equipment
- Automatic Capsule Filler: High-speed capsule filling machines that handle capsule separation, powder/pellet filling, and locking.
- Capsule Polishing & Sorting Machine: Removes excess dust and identifies empty or damaged shells.
- Faulty Capsule Sorter: Automatically rejects capsules that do not meet weight or integrity standards.
Key Considerations
- Precision: Regular calibration of the dosing disk or tamping pins is essential to ensure accurate fill weights.
- Dust Management: Integrated dust collectors maintain a clean environment and prevent cross-contamination.
- Tooling Compatibility: Machine molds (change parts) must match the specific capsule size being produced (e.g., #00, #0, #1, #2).
The capsule filling segment is witnessing a clear shift toward automation. Fully automatic capsule fillers now account for approximately 80% of the overall market, while manual products occupy only about 7%. Pharmaceutical companies remain the largest downstream customer group, accounting for about three-quarters of the market share.
Stage 3: Packaging – From Loose Capsules to Retail-Ready Products
The final stage transforms loose capsules into a retail-ready product while ensuring long-term stability and protection.
Essential Equipment
- Blister Packaging Machine: For Aluminum-PVC or Aluminum-Aluminum strip packaging.
- Bottling Line: Includes counting machines, capping machines, and induction sealers.
- Automatic Cartoner: Folds leaflets and inserts blister packs or bottles into paper boxes.
- Labeling & Coding Machine: Applies labels and prints essential data like batch numbers and expiry dates.
Key Considerations
- Seal Integrity: For blister packs and bottles, the thermal or induction seal must be airtight to protect against moisture.
- Line Synchronization: The speed of packaging machines must be synchronized with the output of the filling machine to avoid bottlenecks.
- Verification: Vision inspection systems or checkweighers verify that every carton contains the correct quantity and required documentation.
The Regulatory Imperative: Serialization and Traceability
Perhaps the most significant driver of integrated packaging solutions is the regulatory environment. Pharmaceutical packaging is one of the most strictly regulated fields, requiring every product to have a complete traceability mechanism from production to consumer. In compliance with international regulations like GMP and FDA standards, every pharmaceutical package unit must have a unique serial number or batch number, along with a barcode or QR code.
The European Falsified Medicines Directive (FMD) requires serialization and tamper-evidence on most prescription drugs, while the US Drug Supply Chain Security Act (DSCSA) is pushing for full tracking of each pack. These requirements have made serialization a non-negotiable feature of modern pharmaceutical packaging lines.
The Future: Smart, Connected, and Sustainable
Looking ahead, the pharmaceutical packaging industry is undergoing an era-defining transformation driven by digitalization, sustainability mandates, and next-generation automation. Manufacturers are embedding smart sensors and leveraging artificial intelligence to enable predictive maintenance, real-time process monitoring, and adaptive control systems that minimize downtime while optimizing throughput.
Sustainability has also emerged as an essential strategic pillar. Equipment designs are evolving to minimize material waste, lower energy consumption, and integrate recyclable components without compromising performance. Modular and flexible equipment designs that allow quick changeovers and format flexibility are empowering manufacturers to respond rapidly to market and regulatory shifts—especially critical for small-batch or personalized drug production.
Conclusion
Integrated capsule filling and turnkey packaging solutions represent the future of pharmaceutical manufacturing. By seamlessly connecting pre-processing, capsule filling, and downstream packaging into a unified, synchronized system, manufacturers can eliminate technical bottlenecks, ensure stringent quality control, and achieve faster time-to-market.
In a market projected to reach $14.3 billion by 2030, with capsule filling equipment alone growing at a CAGR of 6.0%, the adoption of end-to-end integrated solutions is no longer optional—it is essential for companies seeking to maintain a competitive edge in an increasingly automated and regulated industry. As regulatory requirements tighten and patient expectations rise, the integration of precision filling with advanced packaging will continue to be the cornerstone of pharmaceutical manufacturing excellence.