In CNC machining, the choice of cooling method is not simply a technical preference but a multi-faceted trade-off involving cost control, machining quality, tool life, and production line stability. Both dry cutting and wet cutting have their advantages and limitations. To stand out in the fiercely competitive market, companies must shift from pursuing the “theoretically optimal” to the “contextually optimal” solution.
Dry Cutting
Dry cutting refers to machining without the use of cutting fluids or coolants. Its main features and benefits include:
Cost Reduction and Environmental Friendliness: Eliminates cutting fluid consumption, reducing material costs and waste disposal expenses. It also avoids pollution and health risks caused by oil mist and chemical residues.
Reduced Thermal Shock: Without liquid cooling, thermal shock from expansion and contraction is lessened, potentially extending tool life for certain materials.
Clearer Work Visibility: Absence of fluids provides unobstructed vision during operation, aiding quality control and problem detection.
- However, dry cutting has obvious limitations and risks:
Direct Heat Impact: Without coolant to dissipate heat, tool and workpiece temperatures rise significantly, requiring tools with high heat resistance and possibly shortening tool life.
Material Limitations: Not suitable for materials prone to adhesion (e.g., aluminum, copper) or long-duration machining of high-hardness alloys due to high-temperature adhesion and accelerated tool wear.
Surface Quality Challenges: Heat effects may degrade surface finish, often necessitating additional post-processing (e.g., grinding).
Potential Machining Issues: Higher burr formation and mechanical wear may occur, requiring suitable tool coatings and highly rigid machines.
Typical applications include high-speed machining of cast iron, stainless steel, and powder metallurgy materials, usually paired with high-temperature resistant coatings (e.g., TiAlN) and high-rigidity precision equipment to achieve good performance and quality.
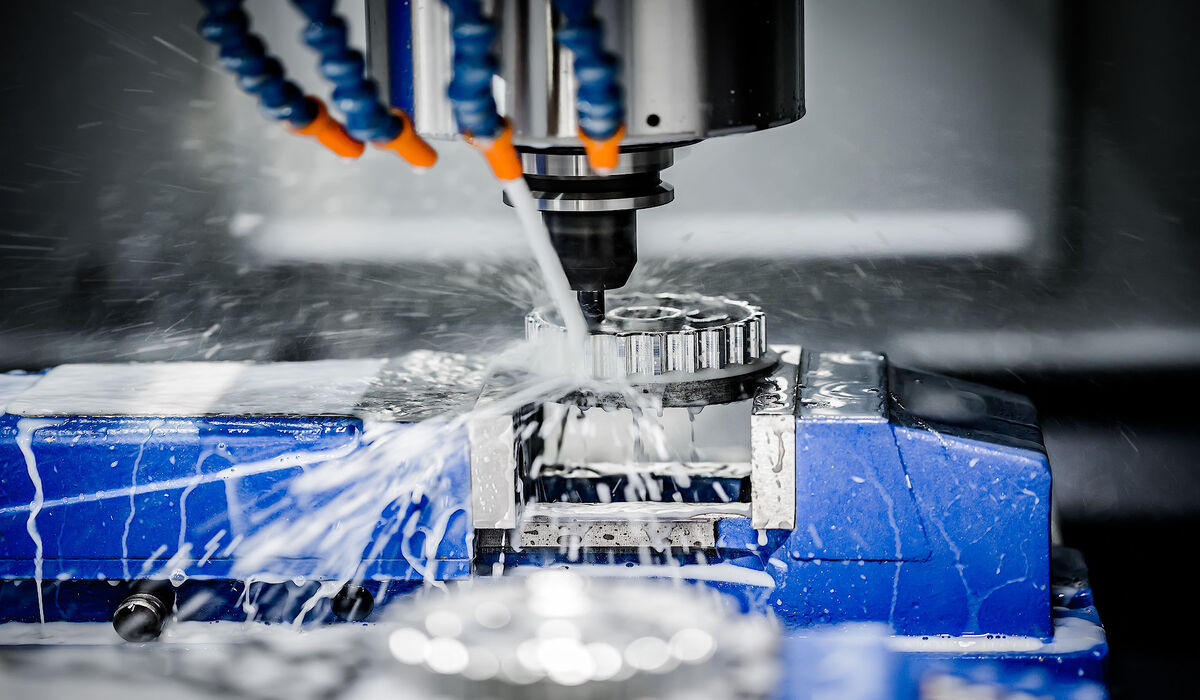
Wet Cutting
Wet cutting is commonly applied to machining aluminum alloys, copper alloys, and other materials prone to chip adhesion, as well as parts requiring high surface finish and precise tolerances. Its advantages include:
Efficient Cooling: Cutting fluids rapidly remove heat from the cutting zone, lowering tool and workpiece temperatures to prevent deformation and overheating, thus extending tool life.
Reduced Friction and Wear: Fluids lubricate the interface between tool and workpiece, decreasing friction, wear, and improving cutting efficiency.
Improved Chip Evacuation: Cutting fluids aid in quick chip removal, avoiding chip re-cutting that can scratch surfaces and degrade quality.
Enhanced Stability and Surface Finish: Lubrication and cooling ensure smoother machining, resulting in more uniform and refined surfaces.
Moreover, nano-cutting fluids can further improve cooling and lubrication effects in wet cutting, reducing friction, wear, and fluid consumption, which benefits environmental protection and cost control.
Practical Factors for Choosing Cutting Methods
Material Characteristics:
High-hardness heat-resistant steels tend to favor dry cutting combined with high-performance coatings (e.g., CBN, ceramics, TiAlN) that endure high temperatures and extend tool life, suitable for high-speed machining of hard steels.
Softer or adhesion-prone materials like aluminum, copper, and nickel-based alloys are better machined wet to prevent chip adhesion and surface damage, maintaining quality and finish.
Machining Conditions:
High-speed cutting and short cycle production lean toward dry cutting to reduce coolant supply limitations and related costs, supported by modern high-performance coated tools.
Complex tool paths and deep cavity machining typically require wet cutting, as cutting fluids effectively dissipate heat and facilitate chip evacuation, preventing chip clogging and surface damage, ensuring quality and stability.
Cost and Environmental Considerations
With increasingly stringent regulations on coolant procurement, storage, waste treatment, and environmental protection, dry cutting's elimination of cutting fluids is attractive for reducing costs and environmental burden.
Driven by environmental regulations, Minimum Quantity Lubrication (MQL) and other semi-dry cutting methods have emerged, using minimal fluid quantities to achieve cooling and lubrication, balancing environmental friendliness and machining performance.
Material hardness and machining conditions ultimately determine whether dry or wet cutting is preferred. High-hardness steels suit dry cutting with high-performance coated tools, while soft materials like aluminum and copper are better wet-machined. Due to environmental and cost factors, hybrid approaches like MQL are increasingly popular.
Compromise Solutions: MQL and Cryogenic Cooling
Minimum Quantity Lubrication (MQL):
MQL sprays a very small amount of lubricant (in mist form) precisely onto the cutting zone, combining the advantages of dry and wet cutting. It effectively reduces friction and heat generation between tool and workpiece, extending tool life and improving machining quality, while drastically reducing fluid usage (by over 90%), lowering environmental pollution, waste treatment burden, and improving workplace cleanliness.
Cryogenic Cooling:
Uses liquid nitrogen or carbon dioxide to directly cool the cutting zone at very low temperatures, rapidly removing cutting heat. This is especially suitable for difficult-to-machine materials requiring high thermal stability, such as titanium alloys and superalloys, widely applied in aerospace and medical device precision machining. Although cryogenic cooling involves higher costs due to special cooling media, it provides significant performance advantages in high-end applications.
Conclusion
MQL is an environmentally friendly, efficient technology that uses minimal oil mist lubrication combined with dry cutting benefits, reducing oil consumption and environmental impact, suitable for most common materials and conditions. Cryogenic cooling employs ultra-low temperature gases for rapid cooling to tackle challenging materials, offering higher costs but competitive advantages in specialized, high-end machining.