Selective laser sintering is an additive manufacturing technology that sinters small particles of polymer powder into a 3D three-dimensional structure through high-power laser light; thus, this is also called selective laser sintering 3D printing, or SLS 3D printing.
What Is Selective Laser Sintering (SLS)? SLS Printing?
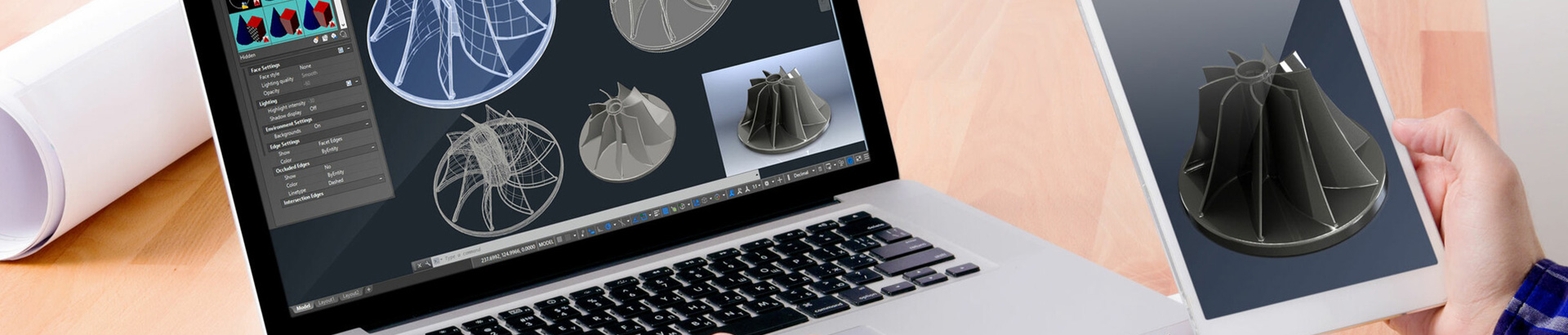
Selective laser sintering (SLS) is an additive manufacturing (AM) technique. The selective laser sintering process uses a laser as energy to make plastic, wax, ceramic, metal, or other composite powder through an infrared laser beam. On the processing platform, the computer analyzes the sliced layer according to the designed 3D model diagram, coordinates path data, with points, lines, and surfaces, and scans the parts that need to be formed layer by layer.
SLS 3D printing has the advantages of low cost, high productivity, and mature and stable material production. It is widely used for fast proofing and customized small batch production. SLS 3D printing machinery, materials, and software are undergoing rapid progress and development.
Principles of SLS Printing Technology
Selective laser sintering (SLS) technology mainly uses the basic principle of high-temperature sintering of powder materials under laser irradiation. It uses a computer to control the light source positioning device to achieve precise positioning, and then sinters and builds layer by layer.
The working process of SLS is like that of 3DP, which is based on a powder bed. The difference is that 3DP uses a binder to bond the powder, while SLS uses an infrared laser to sinter the powder. First, use a powder roller to spread a layer of powder material, heat it to a temperature just below the sintering point of the powder by the constant temperature facility in the printing equipment, and then irradiate the laser beam on the powder layer to make the irradiated powder. The temperature rises above the melting point, sintering and bonding with the formed part below. When a layer is sintered, the printing platform is lowered by the height of the layer thickness, the powder spreading system spreads new powder material on the printing platform and then controls the laser beam to irradiate again for sintering, and so on. The layers are stacked until the printing of the entire three-dimensional object is complete.
Advantages of SLS Technology
- A wide range of materials can be used. Materials that can be used include polymers such as nylon and polystyrene, metals such as iron, titanium, alloys, ceramics, coated sand, etc.
- High molding efficiency. Since the SLS technology does not completely melt the powder, but only sinters it, the manufacturing speed is fast.
- High material utilization. Un-sintered materials can be reused, with less material waste and lower cost.
- No support is needed. Since the un-sintered powder can support the cavity and cantilever of the model, it is not necessary to design additional support structures like FDM and SLA processes, and can directly produce prototypes and components with complex shapes.
- Wide applications. Due to the diversification of molding materials, different molding materials can be used to make sintered parts for different purposes, which can be used to manufacture prototype design models, mold master molds, precision casting investment molds, casting shells, and cores.
SLS Printing Operations
- Printing: The powder will walk in a thin layer on the platform at the top of the powder tank. The printer preheats the powder to a temperature slightly below the melting point of the raw material, making it easier for the laser to target specific areas when tracking the model to solidify the part. The laser scans the cross-section of the 3D model and heats the powder to just below the melting point or exactly equal to the melting point. The particles are sintered and fused to further form a solid part. The un-sintered powder can be used as a support for the object during the printing process, so no special support structure is required. Then, the platform will drop one layer into the molding powder tank, about 50-200 microns, and then continue to repeat this process until the object is completed.
- Cooling: After printing, the molding powder tank needs to be cooled slightly inside and outside the printer to ensure the best mechanical performance and avoid part warping.
- Post-processing: take the finished product out of the molding powder tank, separate it, and remove the excess powder. The powder can be recycled, and the objects can be further post-processed through equipment such as sandblasting machines.
SLS printing materials:
The most used material for selective laser sintering is nylon. Nylon is a popular engineering thermoplastic because of its lightness, strength, and flexibility. Nylon is relatively stable to impact, chemicals, heat, ultraviolet light, water, and dirt, so it is very suitable for rapid prototyping and production.
Nylon is a synthetic thermoplastic polymer belonging to the polyamide family. The nylons commonly used in SLS are nylon 11 and nylon 12, or PA11 and PA12. PA is the abbreviation for polyamide, and the number represents the number of carbon atoms in the material. Both are similar in material properties. PA11 is slightly more flexible and impact-resistant, while PA12 is stronger, more wear-resistant, and biocompatible.
Characteristics of SLS Printing
The porosity of a typical SLS printed part is about 30%. Porosity gives SLS parts a unique granular surface finish. This also means that SLS parts can absorb water, so they can be easily dyed in a variety of colors in a hot water bath, and if they are to be used in a humid environment, special post-treatment is required.
Applications of SLS Printing
- Rapid prototyping: The SLS process can quickly manufacture models, thereby shortening the time from design to seeing the finished product, allowing customers to see the prototype of the final product more quickly and intuitively.
- Preparation and research and development of new materials: SLS technology can be used to develop some emerging powder particles to enhance the strength of composite materials.
- Manufacturing and processing of small batches and special parts: When meeting the manufacturing requirements of some small batches and special parts, the cost of manufacturing using traditional methods is often higher, and the use of SLS technology quickly and effectively solve this problem, thereby reducing costs.
- Rapid mold and tool manufacturing: With the improvement of the technological level, some parts manufactured by SLS 3D printing can be directly used as molds.
- Reverse engineering: using three-dimensional scanning technology and other technologies, SLS 3D printing can be used to process original parts without drawings and CAD models, and build prototype CAD models according to the final parts, thereby realizing reverse engineering applications.
- Medical application: parts manufactured by the SLS process have a certain porosity, and they can be used for artificial bone manufacturing. Clinical studies have proven that this artificial bone has better bio-compatibility.