When the program enters the machine, any time saved by skipping the programming preparation is easily lost. Taking the time to prepare properly will help ensure the accuracy of the CNC program and improve efficiency.
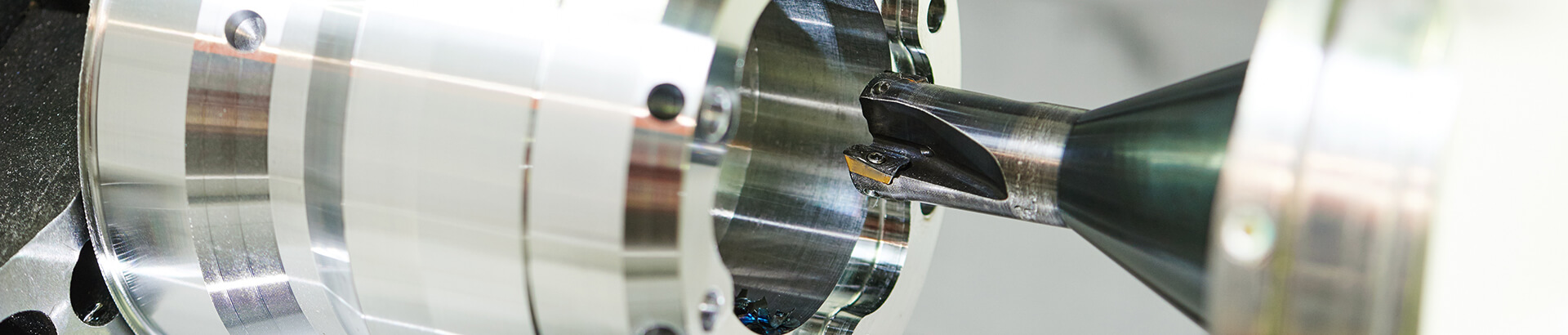
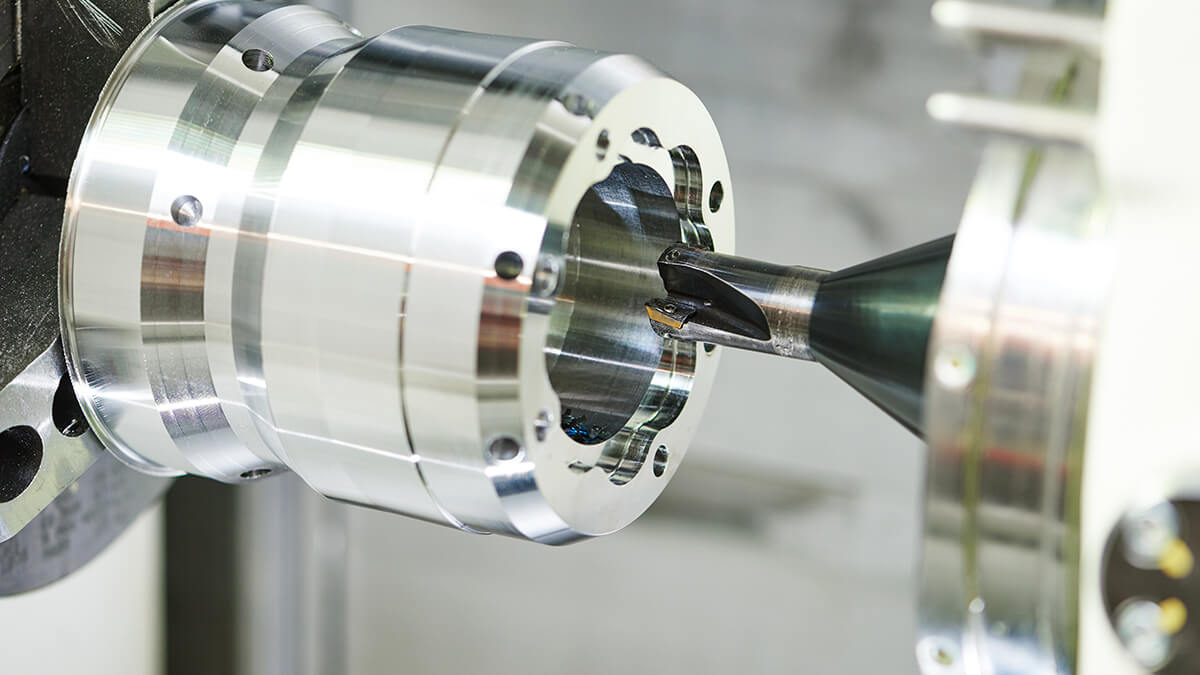
About CNC Turning Process
If you want to make the machine tool perform production operations according to your needs, you need to understand the CNC programming, which is the so-called language to communicate with the machine (CNC command). If M08 is the coolant on, you need to use the CNC panel Enter M08 on the top to let the machine read your instructions and follow the instructions.
The success of a CNC program is a direct result of preparations before its creation. Although under-prepared programmers may be able to create workable programs, such programs are often error-prone, inefficient, user-friendly, or difficult to verify. When the job reaches the CNC machine, any time saved by skipping the preparation steps is easily lost.
Before starting your CNC machine, you must complete six planning steps to generate a new program:
-
Step one: Determine the machining operation to be performed.
For simple workpieces, the required machining operations may be easily determined. But as the complexity increases, so does the difficulty of isolating all the work that must be done in a given operation. The company's process route table usually does not have general instructions, such as "complete all milling and hole machining", which does not help. It is left to the programmer to find all surfaces that must be machined. For complex graphics with multiple views distributed across multiple pages, this is not an easy task.
One way to identify machined surfaces is to use colored pens and mark working copies of engineering drawings. The other is to create a list of machined surfaces and related cutting tools. Both techniques can help you avoid missing anything when creating programs.
-
Step two: Determine the processing sequence.
The sequence of processing operations is critical. A common rule of thumb is to rough-machine everything before completing any operations. If you violate this rule, you may not be able to consistently produce acceptable artifacts. It is easy to forget something in a complicated process. It is recommended to use a series of action plan forms, the title of which can include:
- Step number
- Instructions
- Cutting tool name (cutting tool components are listed separately)
- Tool station number
- Spindle speed
- Feed rate
- Notes/questions for this step
The completed form will become a written version of the program. Anyone who sees it in the future will know exactly what the program is doing. If you doubt whether the selected process is feasible, you can share it with others in the company for confirmation. Use it as a checklist when developing programs to avoid forgetting something.
-
Step three: Perform mathematical operations.
The idea here is to avoid breaking ideas when programming for calculations. During manual programming, the coordinates required by the program must be calculated. Even if a CAM system is used, the cutting conditions (speed and feed) will be calculated. The coordinates can be recorded separately or written on the working copy of the engineering drawing. Speed and feed can also be recorded in the aforementioned schedule.
-
Step four: Consider the fixture.
Workpiece fixtures may affect the way you create CNC programs. Examples include the orientation of the fixture on the table, the clamps that must be avoided, the positioning surface, and the jaw configuration of the three-jaw chuck. Only by clearly understanding how to fix the workpiece in the settings, can you create an acceptable CNC program.
-
Step five: Consider using cutting tools.
The cutting conditions are directly related to the cutting tool you will use, and as mentioned above, it should be recorded in the planning table. There may also be rigidity or clearance problems. If you know that the milling cutter will perform a powerful roughing operation, you must keep it as short as possible. Conversely, the drill bit may have to penetrate the casting to reach the surface where the hole must be machined. The notes included in the schedule can highlight all special considerations you should keep in mind when programming and providing installation instructions.
At some point, you must come up with a list of components that make up each cutting tool. This information will be included in the installation documentation. Performing this operation before programming may expose a problem that affects the operation that the program must perform.
-
Step six: Write the document.
It is as if the CNC program has been created to develop settings and production and operation documents. Thinkers and operators must do the preparation work when they perform their work, and you may find that you can do something to help them in the program. Is the fixture set acceptable? If so, can you include the G10 command in the program to retain/enter the program zero assignment into the fixture offset? Do you need trial processing? If so, can probes be used to automate the process? Develop documents in advance to help employees answer these questions.
Summarize the steps followed to use cnc machines to make components: Although these preparation steps are time-consuming, skipping them can be rude and wasteful, especially when you consider the machine (downtime) time required to correct the problems that should be addressed in the preparation phase. There is no reason to waste machine time because there is no real preparation to start creating programs.