Do different industries face the same challenges? While the products of the food, chemical, and pharmaceutical industries vary greatly, their packaging lines share a common set of core challenges: how to ensure quality and safety while balancing high efficiency and regulatory compliance. As a result, customized packaging solutions have become the mainstream. Packaging machines are no longer single-function devices for "capping and filling" but rather comprehensive systems designed to meet the specific regulations of each industry.
Challenge 1: Mastering Hygiene and High-Efficiency Food Packaging
The food industry's top priority is hygienic safety. If a packaging line is poorly managed, cross-contamination can easily occur. According to international standards like GMP (Good Manufacturing Practice) and HACCP (Hazard Analysis and Critical Control Points), all machine parts that come into contact with food must be made of materials that are easy to clean and corrosion-resistant, and they must be designed without dead ends to prevent microbial growth.
Many food factories therefore choose to use food-grade stainless steel (e.g., SUS316L) for their filling and conveying equipment. In addition, some companies implement CIP (Cleaning in Place) and WIP (Washing in Place) systems to create an automated cleaning process (such as automatically flushing filling tubes and nozzles), which reduces manual disassembly time.
In addition, food production lines often need to handle diverse products in large volumes, requiring high speed and stability. According to industry reports, the food and beverage sector needs packaging machinery that can quickly switch between different container specifications and fluid viscosities to meet the demands of new product launches or packaging changes.
For example, a juice manufacturer, to meet hygiene standards, installs a high-efficiency stainless steel filling and capping line with a quick changeover device. This not only ensures the safety and hygiene of every batch of juice but also shortens changeover time from hours to just minutes, greatly boosting production line efficiency. In short, food packaging equipment must strike a balance between hygienic design (smooth surfaces, aseptic materials) and the convenience of quick changeovers to balance both quality and productivity.
Challenge 2: Ensuring Safety and Precision with Chemical Filling Technology
Chemical products are often corrosive, flammable, or volatile, posing a high risk of human contact and leakage. Chemical packaging machinery must use acid- and corrosion-resistant materials (such as SUS316L or Teflon-lined fluid contact surfaces) and be equipped with explosion-proof and sealing systems.
Filling machines that comply with certifications like ATEX (EU Explosive Atmospheres Directive) and NEC (US National Electrical Code) have solid, explosion-proof casings and a sealed design that can effectively contain flammable vapors in an explosive environment. To prevent accidents caused by static sparks during the liquid filling process, filling systems often use anti-static grounding and static-dissipating materials.
Furthermore, chemical raw materials are typically expensive and have strict formula requirements, so filling accuracy must be extremely high. The industry commonly uses metering components like electronic flow meters or precision piston pumps to keep filling errors within ±0.1%, preventing waste and incorrect dosages. Machines are also equipped with safety devices like anti-drip nozzles and overflow detectors. If an excessive overflow or anomaly is detected, the machine can automatically stop filling, ensuring operational safety.
For example, a pesticide manufacturer installed a full stainless steel, corrosion-resistant filling machine with a high-pressure sealing device on their packaging line. This eliminated the risk of liquid leakage from the source. At the same time, by using weight sensing and flow control technology, the filling volume of every bottle of pesticide became consistently precise, significantly enhancing production safety and cost-effectiveness.
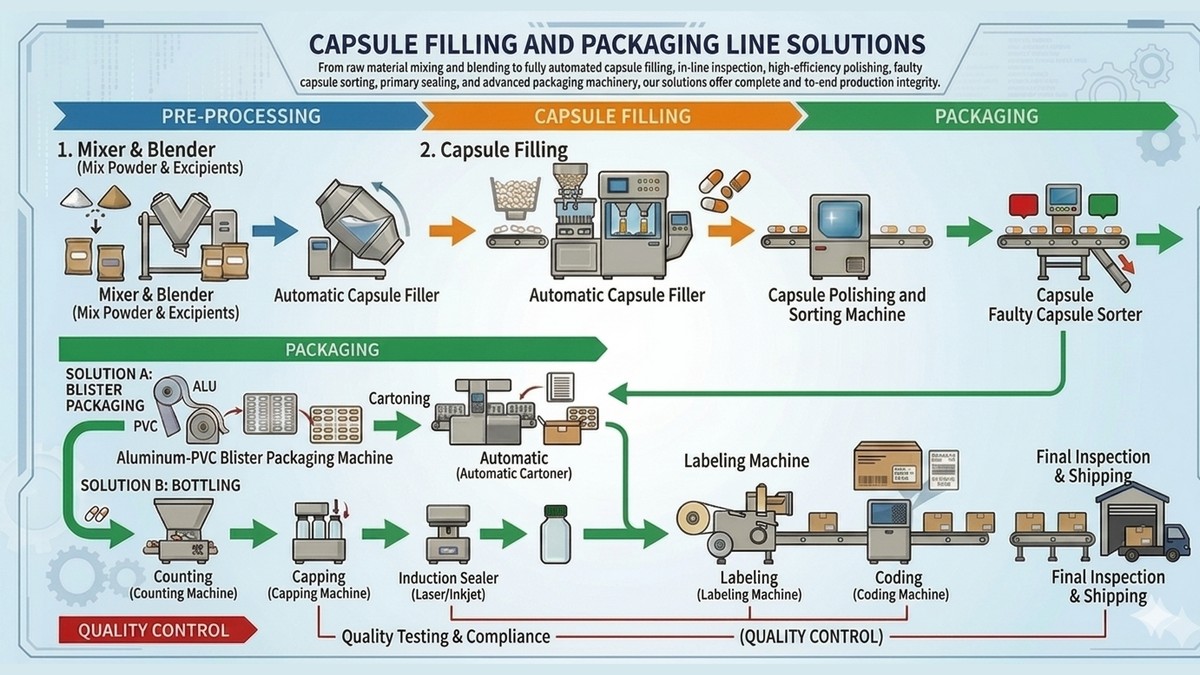
Challenge 3: Regulatory Compliance and Traceability for Pharmaceutical Packaging
Pharmaceutical packaging is one of the most strictly regulated fields. It requires every product to have a complete traceability mechanism, allowing it to be tracked from production to the consumer. This is not only a regulatory requirement but also a key defense for ensuring drug safety and combating counterfeit products.
In compliance with international regulations like GMP and FDA, every pharmaceutical package unit must have a unique serial number or batch number, along with a barcode or QR code that can be scanned for subsequent verification and tracking. According to industry experience, pharmaceutical packaging serialization has become a mainstream trend.
In this crucial step, the labeling machine plays a central role. It must not only precisely apply labels to small medicine bottles but also integrate with a printing system or laser marker to instantly print variable information like serial and batch numbers on the label or package. In addition, the labeling machine often works with a vision inspection system to automatically scan and verify these codes, ensuring the information is correct.
For example, a drug’s outer packaging must include a tamper-evident seal and a unique code to prevent counterfeiting. Many pharmaceutical companies have integrated high-speed labeling machines and visual inspection devices into their backend packaging lines, automatically completing label application, serial number printing, and quality inspection. This not only ensures the traceability of every vial but also greatly reduces human error, significantly boosting production reliability.
Custom-Tailored Packaging Solutions: KWT
To address the packaging pain points of the industries mentioned above, KWT, a leading Taiwanese packaging machinery manufacturer, has focused on automated packaging line integration and custom design since its establishment in 1997. Its experience spans the chemical, lubricant, household goods, food, and pharmaceutical sectors, with core products including bottle unscramblers, filling machines, capping machines, and labeling machines.
In response to the strict challenges of each industry, KWT has invested heavily in R&D for machine design and material selection to solve customer pain points at their root. For the high hygiene demands of the food industry, KWT uses food-grade SUS316L and FDA-compliant materials, with smooth, dead-end-free casings and pipelines, and a modular structure for easy disassembly and CIP cleaning. For chemical lines, it selects acid- and corrosion-resistant materials, adds explosion-proof motors and sealing systems, and includes anti-drip nozzles and static grounding devices to ensure safety. For pharmaceutical lines, it focuses on providing labeling systems that integrate serial number printing and visual inspection to achieve high-efficiency and high-precision traceability.
Furthermore, KWT optimizes process efficiency by employing high-speed filling and precision capping technologies to ensure smooth, uninterrupted production lines. For valuable liquids, special attention is paid to filling accuracy to minimize waste. These professional, systematic, and customized improvements have enabled clients to achieve significant results in food safety, chemical safety, and pharmaceutical compliance.
Professional Customization for Industry Leadership
Although the food, chemical, and pharmaceutical industries differ greatly in product attributes and regulatory requirements, their ultimate goal is the same—they all need a professional, safe, highly efficient, and fully traceable packaging solution. The global market also shows that more and more companies are seeking customized packaging machinery that can adapt to their specific needs. As industry technology and regulations continue to evolve, KWT will continue to invest in R&D and technological upgrades to provide smarter, more forward-looking packaging line solutions, helping clients secure a leading position in a fiercely competitive environment.