A practical guide to selecting shrink bundling equipment for beverage, food and carton packaging lines.
For beverage, dairy, canned food, and liquid carton manufacturers, secondary packaging is more than a final step before shipping. It influences product stability, shelf presentation, logistics efficiency, labor requirements, and even customer perception. A shrink bundler machine is commonly used to group bottles, cans, cartons, or tray-packed products into secure multipacks using shrink film. When selected well, it can help a production line move more consistently from filling to palletizing. When selected poorly, it can create bottlenecks, film waste, unstable packs, or maintenance problems.
Choosing the right shrink bundler machine is not simply a matter of selecting the fastest model available. Bottles, cans, and Tetra Pak-style carton products behave differently on conveyors, under film tension, and inside a shrink tunnel. The best choice depends on product shape, pack pattern, line speed, film type, changeover needs, space limitations, safety requirements, and long-term service support.
Understanding the Role of a Shrink Bundler
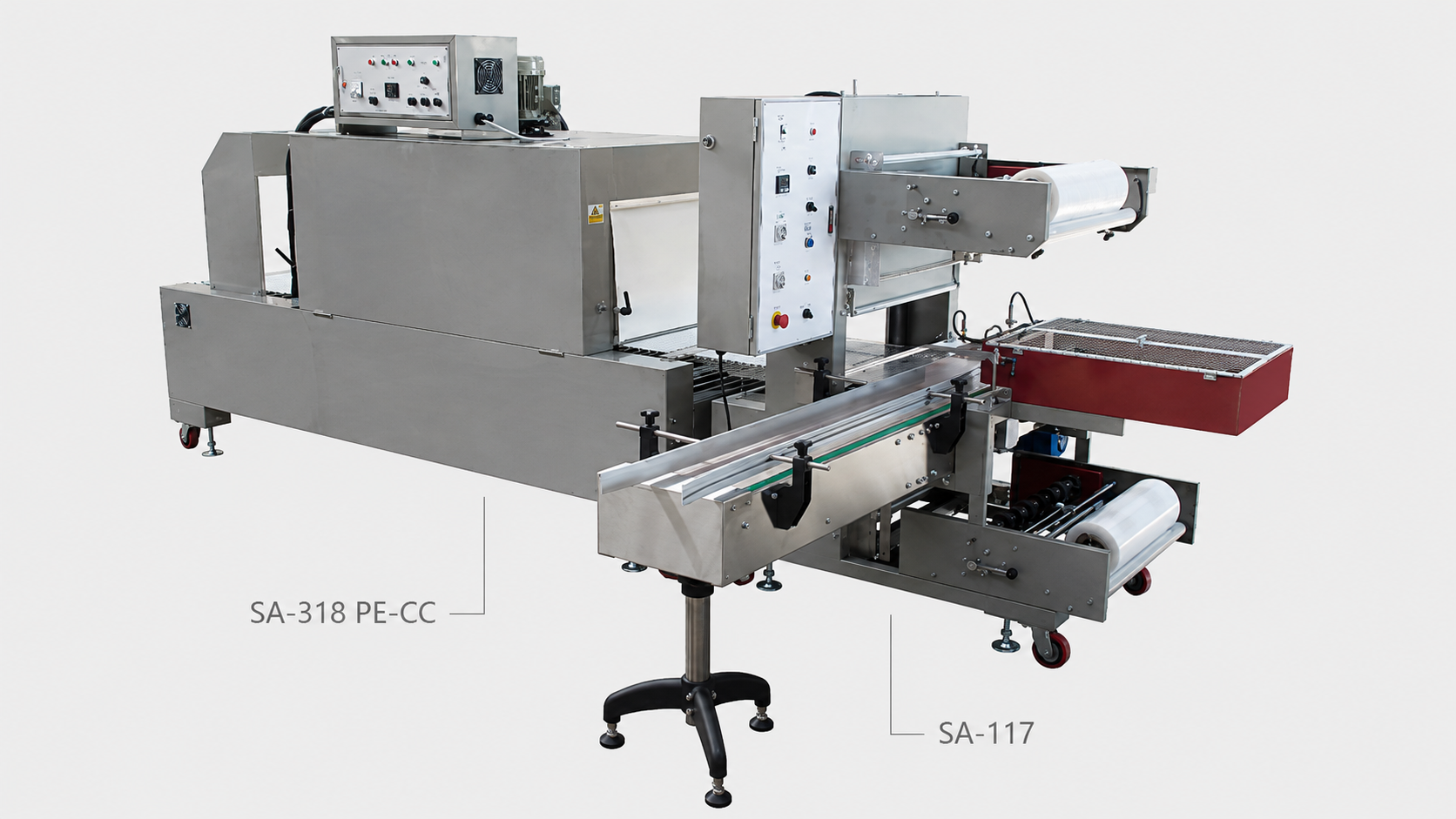
A shrink bundler groups products together, wraps them with film, seals and cuts the film, and then sends the package through a shrink tunnel where heat tightens the film around the bundle. In beverage and food applications, bundling is often used for multipacks, promotional packs, wholesale trays, or transport-ready units.
For bottles, the key challenge is stability. Round PET bottles, glass bottles, and lightweight containers can shift during infeed or sealing if guide rails, product sensors, and transfer timing are not well matched. For cans, the challenge is often speed and pack alignment, especially when producing 6-pack, 12-pack, or tray-supported configurations. For Tetra Pak products and similar cartons, the flat sides are useful for grouping, but edge protection, tray fit, and heat exposure should be evaluated carefully.
The machine should therefore be selected as part of the full line, not as a standalone purchase. Upstream filling, labeling, accumulation, tray loading, conveyors, and downstream shrink tunnels or palletizers all affect performance.
Key Factors to Evaluate Before Buying
The first question is product format. A machine designed for tray-supported bundles may not be ideal for unsupported loose multipacks. Tray-packed products usually require accurate product entry, stable pushing or feeding, and film control that can handle the extra package footprint. Unsupported bottles or cans may require different collation systems, lane dividers, or printed film registration.
The second factor is package size range. Manufacturers should list the smallest and largest bundle dimensions they expect to run, including future SKUs. A machine that only fits today’s product may become restrictive when marketing introduces new pack counts or container sizes. Look at length, width, height, weight, and product stability. For heavier tray packs, confirm the infeed method, conveyor strength, and air or servo requirements.
Speed should be evaluated realistically. A machine rated at 16 packs per minute may not deliver that speed for every product size, film thickness, or operator setup. Instead of focusing only on maximum speed, compare the required average output, peak output, changeover frequency, and the downtime created by film replacement, sealing adjustments, or product jams.
Film compatibility is also critical. PE shrink film is widely used for beverage multipacks because of its strength and clarity, but film gauge, sealability, shrink ratio, and puncture resistance should be tested with real products. Over-specifying film increases cost and waste; under-specifying film can cause torn packs or poor load stability.
Comparison Table: Matching Machine Features to Product Needs
| Product type |
Common packaging challenge |
Machine features to prioritize |
| PET bottles |
Lightweight products may tip or shift |
Smooth infeed, side guide plates, accurate sensors, stable film tension |
| Glass bottles |
Heavier weight and breakage risk |
Strong conveyors, controlled pushing, gentle transfer, reliable sealing |
| Aluminum cans |
High-speed grouping and alignment |
Consistent collation, quick changeover, stable pack pattern control |
| Tetra Pak cartons |
Edge protection and tray fit |
Tray-compatible design, controlled heat exposure, accurate pack dimensions |
| Mixed SKU lines |
Frequent size and pattern changes |
Adjustable guides, simple controls, recipe storage, accessible change parts |
Automation, Controls, and Changeover
A shrink bundler should reduce production friction, not introduce new complexity. Modern machines often use PLC controls, sensors, temperature controllers, and adjustable sealing timers to maintain consistent operation. These features matter because shrink bundling is a sequence-sensitive process: product arrival, film feeding, sealing, cutting, and outfeed must happen in the right order.
For plants with multiple SKUs, changeover time can be just as important as rated speed. Ask whether guide rails, film rolls, sealing height, conveyor width, and tunnel settings can be adjusted quickly. Clear operator interfaces, readable alarms, and accessible components can reduce troubleshooting time. If the machine will be used by multiple shifts, training and documentation should be included in the evaluation.
Safety, Compliance, and Food Packaging Considerations
Because shrink bundlers use moving conveyors, sealing bars, cutting blades, compressed air, and heated tunnels, safety should be reviewed early. Machine guarding, emergency stops, interlocks, and safe access for maintenance are essential. Buyers should also check which safety standards are relevant in their country or export market.
For food and beverage products, the secondary film may not always directly touch the food, but packaging materials, inks, adhesives, and processing equipment should still be reviewed within the broader food-contact and hygiene framework. In regulated markets, buyers may need documentation from film suppliers and machine builders to support compliance.
Sustainability is another practical consideration. Flexible films can be efficient because they are lightweight, but recycling systems vary widely by region. Selecting the correct film gauge, avoiding unnecessary overwrapping, and designing bundles that are compatible with local recovery systems can help reduce avoidable material use.
Total Cost of Ownership
The purchase price is only one part of the cost. A more useful calculation includes film consumption, energy use, compressed air demand, spare parts, maintenance labor, downtime, scrap rate, and operator training. A lower-cost machine may become expensive if it requires frequent adjustment or lacks local technical support.
Before making a final decision, request product testing whenever possible. Send real bottles, cans, cartons, trays, and film samples to the supplier. The test should show sealing quality, shrink appearance, pack stability, speed, and how the machine handles imperfect product spacing. Video evidence, sample packs, and written test results can make the decision more objective.
FAQ
1. What is the difference between a shrink bundler and a shrink wrapper?
A shrink wrapper can refer broadly to equipment that wraps individual products or groups of products in shrink film. A shrink bundler is usually designed specifically to group multiple items into a bundle, often for beverages, cans, cartons, or tray-packed products.
2. Can one machine handle bottles, cans, and Tetra Pak products?
Some machines can handle multiple product types, but this depends on size range, weight, infeed design, guide adjustments, and pack pattern. Testing real samples is the safest way to confirm compatibility.
3. Is tray packaging necessary?
Not always. Tray packaging improves stability for heavier or irregular bundles, but it adds material and handling steps. Unsupported bundles may be suitable for stable cans or bottles, depending on distribution requirements.
4. What film should be used for shrink bundling?
PE shrink film is commonly used for beverage and multipack applications. The correct film depends on product weight, pack size, puncture risk, shrink appearance, sealing temperature, and sustainability goals.
5. How fast should a shrink bundler be?
The target speed should match the full production line, not just the filling machine. Consider realistic operating speed, changeovers, maintenance, and film replacement time.
6. What should be tested before purchasing?
Test product alignment, sealing strength, tunnel shrink quality, pack stability, film consumption, changeover steps, and operator accessibility. Testing should use real products and expected pack formats.
Conclusion
Choosing a shrink bundler machine for bottles, cans, and Tetra Pak products requires a balanced review of product characteristics, pack format, line speed, film performance, safety, changeover, and long-term operating cost. The best machine is not always the fastest or most complex; it is the one that fits the production environment, protects the product, supports stable output, and leaves room for future packaging changes.
For companies evaluating tray-supported shrink bundling for beverage, food, bottle, can, or carton products, TAYI YEH Machinery Co., Ltd. provides a relevant reference point with its SA-117 / SA-117-V Automatic Shrink Bundler for Tray Package. The page includes machine features, package range, applicable products, and technical specifications that can help buyers compare their own requirements with a real-world machine configuration: TAYI YEH Machinery Co., Ltd. – SA-117 / SA-117-V Automatic Shrink Bundler