Stamping is a process in which thin walled metal parts are shaped by punches and dies.
Stamping operation
The punches and dies are mounted on mechanical or hydraulic presses and they perform two functions during the stamping process: shearing and bending. Mechanical presses utilize a flywheel to store the energy required for the stamping operation. The flywheel runs continuously and is engaged by a clutch only when a press stroke is needed. The drawback of mechanical presses is the driving force varies with the length of the stroke. Hydraulic presses use pressurized oil acting against one or more pistons to drive the punch and die on the press. It is capable of providing a full force of the hydraulically driven piston over the entire length of the stroke. However, hydraulic presses are slow compared to mechanical presses. Most stamping operations are carried out on high-speed mechanical presses even though they are more expensive than hydraulic presses.
The stamping operation can be done at either a single die station or multiple die stations using progressive dies. Progressive dies are often used when the part contains closely spaced features or if they have a bend angle greater than 90°. They can also reduce die wear and decrease the amount of spring back (thus improves geometric accuracy). The disadvantage of the progressive die is they require multiple stations, which requires more space to accommodate additional presses.
In order to minimize die cost, the following guideline should be followed while designing parts for stamping manufacturing process:
- Minimize the number of distinct features in a part.
- Avoid closely spaced feature.
- Avoid the use of narrow cutouts and narrow projections.
- Minimize the number of bend stages in a part.
- Bend angles greater than 90° should be avoided if possible.
- Avoid side action feature.
Processing technology introduction
Investment Casting
Investment casting is sometimes called lost wax process where a ceramic mold is used to form the desired part. In order to fabricate the ceramic mold, a metal mold is made by machining or casting. Wax is then injected into the mold and is removed after it cools. The wax, which resembles the desired part, is then coated with ceramic slurry in several layers. The completed ceramic slurry is placed in a furnace to harden and the wax removed by melting and evaporation. The desired part is made by filling the mold cavity with molten metal. After solidification, the mold is destroyed and the part removed. Investment casting is capable of surface finishes such that machining is not generally required.
Investment cast parts can be made of steel because the ceramic mold can withstand the high temperature of molten steel. It is used when low production volumes are expected.
Die-Casting
Similar to injection molding, die-casting injects a melt into a metal mold. The melt then allowed to cool and solidify in the mold. The cost of the mold increase as part geometry becomes more complex. The cycling time required increase as the wall thickness increase because more time is needed for solidification. Parts that contain undercuts are not generally die-cast because they are difficult to remove from the mold. Since the molds used in die-casting are made of steel, only metals with relatively low melting temperatures can be used. There are two types of die casting machines: a hot chamber machine and a cold chamber machine. A hot chamber machine has its injection mechanism submerged in the molten metal and it can be used for a part made with alloys with a lower melting temperature that does not chemically attack the submerged injection mechanism. Because the injection mechanism is constantly subjected to high temperatures, it tends to shorten the life of hot chamber machines. Cold chamber machine is sometimes used, especially when producing parts with higher melting temperatures. In a cold chamber machine, molten metal is stored in a separate furnace and the machine barrel is filled upon mold closure. The plunger in the barrel then forces the melt into the mold to form the part.
Forging
The forging process involves deforming a hot workpiece with dies attached to a mechanical or hydraulic press. Forging is used to produce some of the highly stressed parts in tools and aircraft because forged parts have high resistance to shock and fatigue. Since forged parts are plastically deformed, they are stronger and more ductile than parts produced with die-casting.
Machining
Machining is a part removal process in which small chips are removed from a solid workpiece to obtain the desire dimension and geometry. Machining is not an economical process because it is relatively slow when compared to other manufacturing processes such as forging. The process also creates a great deal of scrap material, which increases costs as more raw materials are needed. In most cases, machining is used to improve the tolerances or surface finish of part made by other processes. Some examples of machining methods are:
Lathes: Lathes are used to produce cylindrical exterior or interior surfaces. The workpiece is mounted onto the spindle and rotates while the cutting tool is fed into the workpiece. Lathes can also be used to product screw threads (threading) with the appropriate cutting tool.
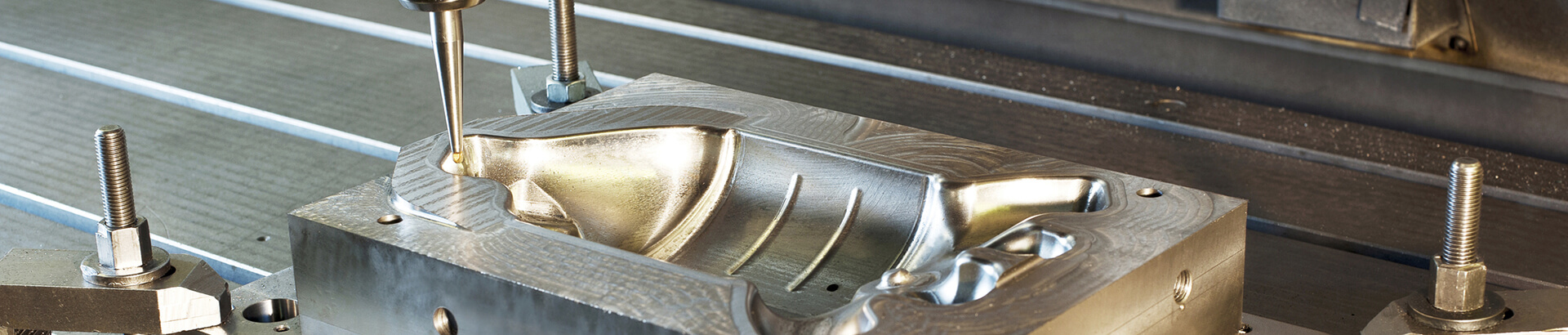
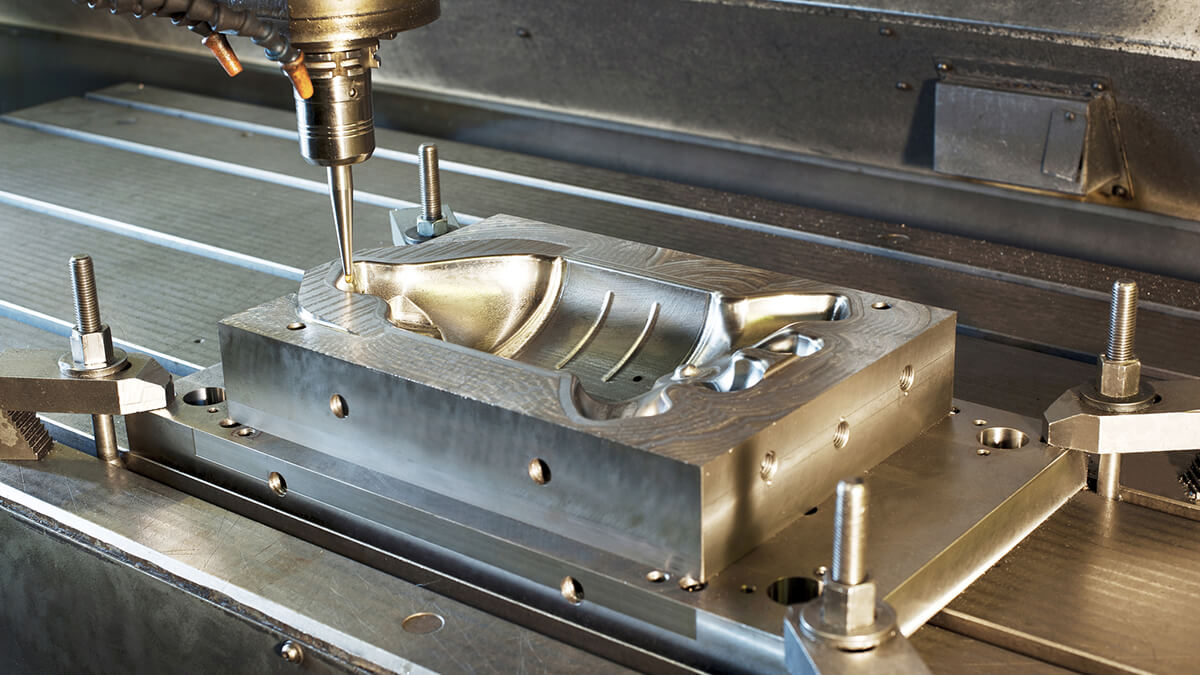
Milling
Milling machines can be used to form slots, angles, concave and convex contours on the surface of the workpiece. Unlike lathes, the cutting tool is rotated and the workpiece is fed into the tool in a milling machine.






.jpg)