Drilling machines perform different operations as the manufacturing process involves holes to be completed. Different drills must be required for each type of work.
What is a Drill Press?
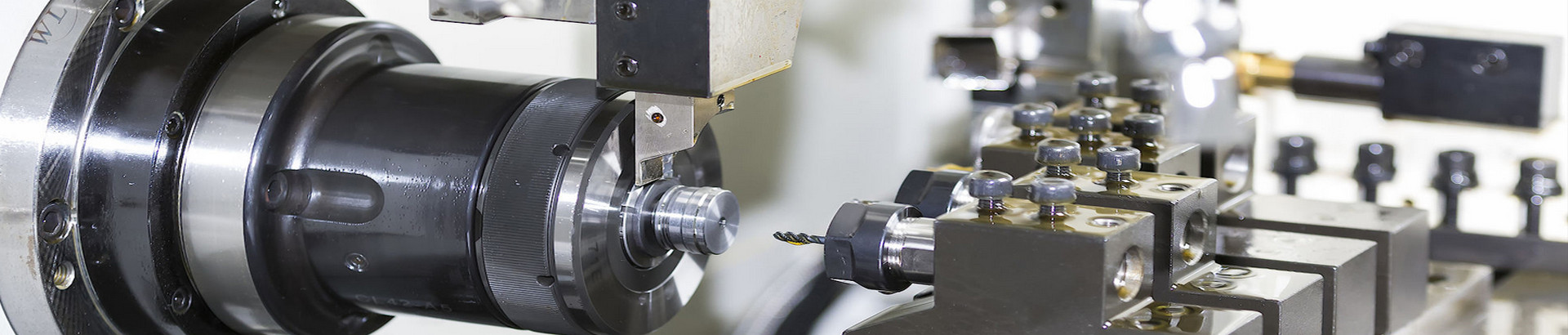
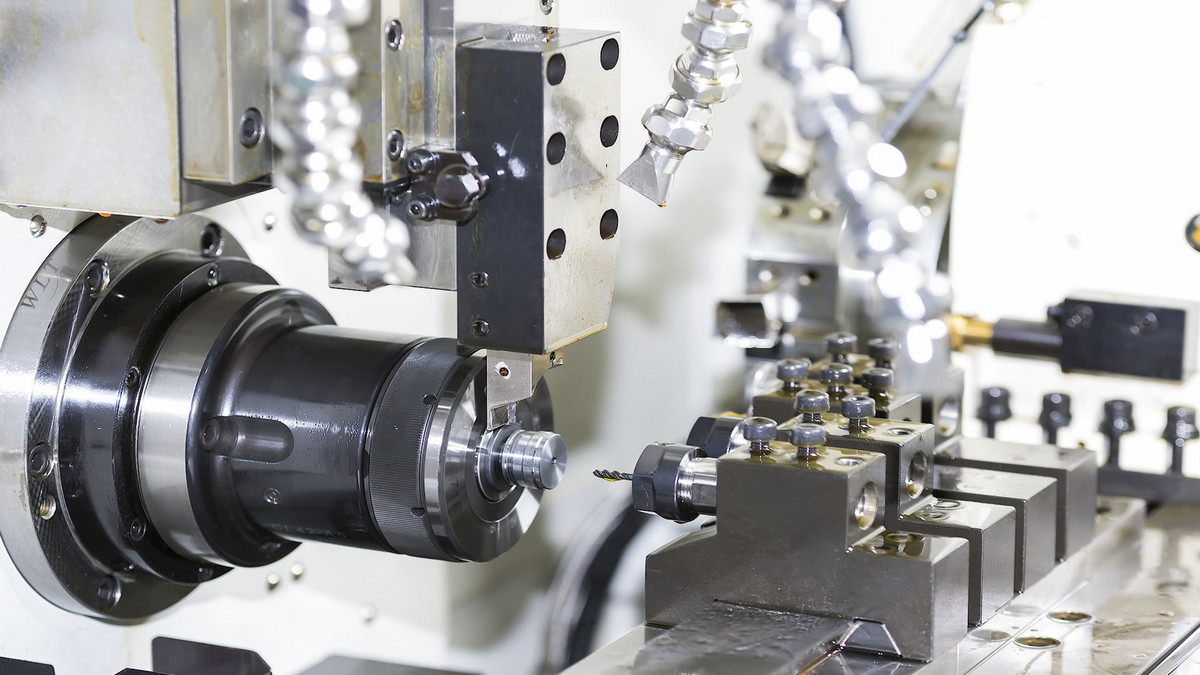
A drilling machine refers to a machine tool that mainly uses a drill bit to process holes in a workpiece. The rotation of the drill bit is the main movement, and the axial movement of the drill bit is the feed movement. The structure of the drilling machine is simple, and the machining accuracy is relatively low. It can drill through holes and blind holes, replace special tools, and can expand, drill holes, reaming holes, or perform tapping and other processing. During the machining process, the workpiece does not move, let the tool move, align the center of the tool with the center of the hole, and rotate the tool. The characteristic of the drilling machine is that the workpiece is fixed, the tool rotates and feeds along the direction of the spindle, and the operation can be manual or motorized.
Regarding the operation of the drilling machine, some people think that drilling can only be performed on soft materials such as wood, but the fact is that drilling can be performed on hard materials such as metal, as long as the drill bit is harder than the workpiece.
What is a Drilling Rig?
A drilling rig or a drilling rig is a mechanical device for drilling holes on the surface. It can be outdoor water, oil, or gas well drilling rig, or a small, mobile, single-person device called an auger. Drilling rigs can be used to sample underground mineral deposits or to install underground production equipment such as underground machines, instruments, pipelines, and shafts. It can be a mobile device installed on a truck, trailer, or track or a relatively fixed structure installed on land or sea.
Different Types of Drilling Machine Operation Processes:
- Drilling operations: This is the most common operation done with a drill. It is suitable when the workpiece needs to open round holes of any size. The holes can be drilled with a lathe.
- Core drilling: Cores are used when sand casting is done to replace metal where metal is required. The molten metal flows around the core, solidifies, and removes the casting from the mold, forming holes in the core space. The holes here are rough and require a heavy drill to clear the holes.
- Step drilling: During the drilling operation, multiple diameters can be ground on the drill body.
- Boring: Drilling is done to enlarge the diameter of an existing hole in a part. The tools used in this process are generally single-point cutting tools.
- Reaming: To achieve a specific size, fine surface and make the diameter of the same size from the beginning to the end of the drill hole finishing. A sufficiently smooth hole is ideal, and since greater precision is required, it is called a precision hole.
- Counter boring: Reaming is the use of another drill bit larger than the first size to make a wider hole. A counterbore is said to be used when operating a drilling machine. The small diameter at the end of the tool, called the pilot, makes the counterbore concentric with the original hole. This guide is interchangeable with other products of different sizes to accommodate holes of all sizes.
- Counter sinking: Drilling machines do this to produce an angled surface at the end of the hole. It is made in different angles and diameter sizes. The size of the angle depends on the purpose of the countersink. The countersinks for the slotted screws need an 82 included angle, leaving the center hole at a 60 angle. Angles vary from 90 to 145 degrees for different rivet head types.
- Spot Facing: Spot facing is done to make room for a bolt head, washer, or nut. It is usually performed on flat or round surfaces around the cast, machined workpieces. However, a counterbore can be used for this operation.
- Tapping: The drilling machine operates by creating threaded holes in a workpiece. It is achieved by using a specified size drill to create an unthreaded hole in the material. The threads will then be created using a standard drilling machine using the tapping attachment. This tapping attachment is fixed to the spindle of the drill press, where it is precisely centered in the drilled hole.
- Trepanning: Nesting is a hole-making operation that produces an annular groove with a solid cylindrical core in the center. In this operation, the tool consists of one or more cutting edges placed around the circumference to obtain an annular groove. Nesting can be said to be feasible if the diameter of the hole exceeds 50mm.
What are the Components of the Drilling Machine?
- Base: The base is the part of the machine where the column is mounted. The base is made of casting. The base supports the column and workbench with other attachments. The top of the base is processed by a cylindrical vertical drilling machine, and there is a T-shaped slot on the upper part. Which can install large workpieces and workpiece fixtures, and fix them with bolts. The base of the machine can be installed on the bench or the floor.
- Column: The column is the vertical part of the machine that supports the table and the head contains all the drive mechanisms. It is a cylindrical casting mounted vertically at one end of the base, supporting radial arms that slide up and down. A motor at the top of the column helps to adjust the arm vertically by turning a screw that passes through a nut attached to the arm.
- Table: The table is mounted on a column and has T-slots to clamp workpieces directly on its surface. Tables are round or rectangular.
- Radial Arm: It is mounted on a column and extends horizontally above the base. It has rails on which the drill slides. The radial arm moves around the column.
- Drill head: It is mounted on the radial arm and drives the drill shaft. In some drilling machines, the table adjustment, the drill head can be adjusted up or down to accommodate workpieces of different heights. It contains all the mechanisms to drive the drill at different speeds and feeds. In lighter machines, the drive motor is mounted on the rear end of the head to balance the weight of the drill shaft.
- Spindle speed and feed mechanism: A motor on top of the drill drives a horizontal spindle, and the motion is transmitted to the drill through a set of bevel gears. With another set of gears, different spindle speeds and feeds can be obtained.
What Types of Drilling Machines are There?
- Portable Drilling Machine: This type of drilling machine is often used in workshops to drill small-sized holes. In hand-held operation, the workpiece to be drilled is fixed with a vise.
- Sensitive Drilling Machine: This type of drilling machine is used to drill small holes at high speed in lighter jobs or workpieces. Can be mounted on a bench or floor, and the drilling job is started by feeding the drill bit into the workpiece with purely manual control. The manual feed allows the operator to sense the progress of the drill bit into the workpiece, so if any bits wear or get stuck, they can be released immediately to prevent bit breakage. Because the operator can feel the cutting action at any moment, it is called a sensitive drilling machine. Capable of drilling small holes as small as 0.35mm to 15mm in diameter, operating at speeds up to 2000 rpm or more.
- Upright Drilling Machine: It is larger and stronger than the Sensitive Drilling Machine. For drilling medium and large holes. According to the type of column used, it can be divided into cylindrical and box-shaped columns and vertical drilling machines.
- Radial Drilling Machine: It consists of the base, column rocker arm, drill bit, spindle speed, and feed mechanism.
- Gang Drilling Machine: It consists of multiple drill bits placed side by side, so multiple holes of the same or different sizes can be drilled at one time in the same job or in different jobs. The space between the drill shafts is varied to accommodate the gap between the holes. This type of machine tool is used to drill a large number of holes in the same job at a faster rate. The main advantage of this type of machine tool is that it is possible to perform a series of operations on the same workpiece with different spindles fitted with different tool heads by moving the workpiece from one location to another.
- Multi Spindle Drilling Machine: It is similar to a row drilling machine in structure. It is used to drill multiple holes simultaneously in the same workpiece and to replicate the same work in multiple similar jobs. All spindles are driven by a single motor and fed continuously. The position of the drill does not change during the raising or lowering of the feed table with the workpiece.
- Automatic Drilling Machine: It can perform a series of machining operations on consecutive units and automatically transfer work from one unit to another. Once the job is loaded on the first machine, the job is moved from one machine to another where different operations can be performed and the finished job comes out of the last unit without any human handling. This type of machine is used purely for production purposes and, in addition to drilling and tapping, can also be used for milling, honing, and similar operations.
- Deep Hole Drilling Machine: In this type of drilling machine, the part to be drilled rotates while the drill bit that drills the hole remains stationary. Deep hole drilling is done in components such as rifle barrels, crankshafts, and long shafts. Contains horizontal or vertical machine types.
What are the Related Tools for the Drill Press?
- Flat or Spade Drill: A flat drill is sometimes used when a twist drill of the same size is not available. It is usually made from a round piece of tool steel that is forged to shape and ground to size, then hardened and tempered. Cutting angles vary from 90 to 120 with 3 to 8 backlash or clearance at the cutting edge. The downside of this type of drill is that the inside diameter of the drill decreases with each drill. Also, it cannot be relied upon to drill truly straight holes, as the tip of the drill tends to be off-center. Another difficulty with this type of drill. If a deep hole is to be drilled, the chips do not come out of the hole automatically but are packed more or less tightly.
- Straight-Fluted Drill: A straight-fluted drill has flutes or flutes that run parallel to the axis of the drill. A straight flute drill can be considered a cutting tool with zero rake angle. This type of drill is inconvenient in standard practice because the chips do not automatically come out of the hole. Mainly used for drilling brass, copper, or other soft materials. When drilling brass, twist drills are often fed faster than rated and the bit will drill into the metal. Such difficulties do not arise with straight-fluted drills. When drilling sheet metal, straight flute drills do not lift the sheet metal as twist drills do.
- Twist Drill: Twist drills are manufactured by twisting a flat piece of tool steel lengthwise several turns, then grinding the diameter and tip. Today's twist drills are made by machining two helical flutes or flutes that encircle the drill body longitudinally. A twist drill is a face-cutting tool that can be classified according to shank type, flute length, and overall bit length.
- Taper Shank Core Drill: These bits are used to enlarge hollow holes, punch holes, or drill holes. These bits cannot drill holes in solid materials because the cutting edge does not extend to the center of the bit. Metal is removed through the chamfered edge at the end of each groove. Hollow-drilled holes have a better finish than normal double-fluted drilled holes. Core drills have a cutting action similar to rose reamers and are often used as roughing reamers. In some cases a double-flute twist drill is chosen to drill a hole half the size required, with a three- or four-flute drill completing the remainder.
- Oil Tube Drill: The oil tube drill is used to drill deep holes. The oil tube spirals longitudinally through the body, delivering oil directly to the cutting edge. Cutting fluid or compressed air is forced through the hoe to the cutting point of the drill to remove chips, cool the cutting edge, and lubricate the machined surface.
- Centre Drill: The center drill is a straight shank; two fluted twist drills are used when drilling the center hole at the end of the shaft. They are finer in size.








.jpg)


