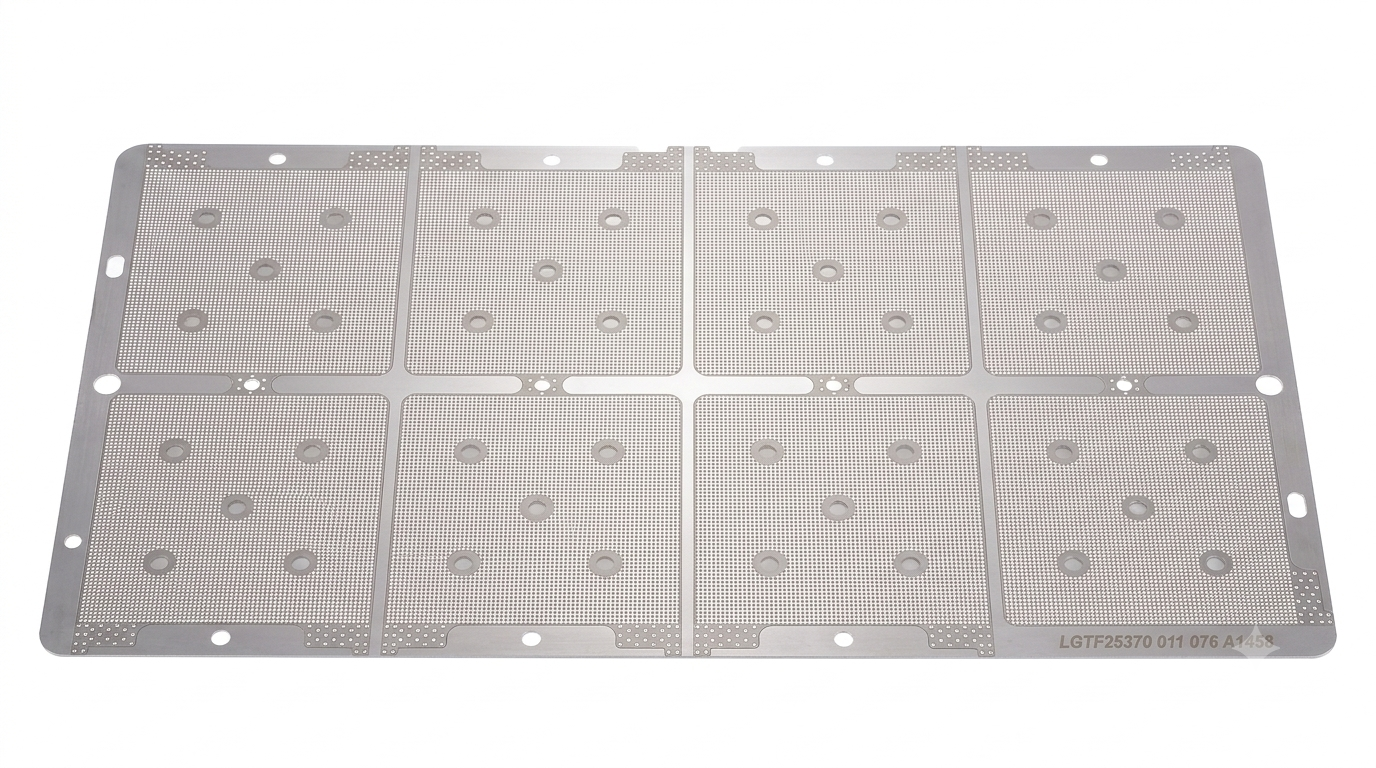
As manufacturing environments become more compact, more precise, and more automated, components that were once treated as secondary are gaining much greater technical importance. Among them, the tcp thin carrier plate has become increasingly relevant in high-density production, especially in processes involving precision transfer, terminal handling, dipping-related applications, and repeated automated movement. For procurement teams, process engineers, and equipment integrators, the decision is no longer just about whether a carrier plate can physically hold a part. The more important question is whether it can maintain stable performance under real production conditions. In high-density manufacturing, even a small variation in flatness, thickness consistency, rigidity, or thermal behavior may lead to process instability, lower yield, or increased equipment interruption. This is why the tcp thin carrier plate is now being assessed more carefully as a process-critical component rather than a simple fixture.